质量控制是铸造行业中非常重要的环节,而三维测量技术在铸造行业的应用,有助于优化从原型到模具构建、毛坯检验到后续加工等过程,有效节约时间,提高效率。
传统测量方法
传统测量方法主要包括尺子、划线机、三坐标测量仪等几种。
尺子:传统的卡尺、卷尺、直尺很难测量有异形曲面或尺寸较大的铸件,不仅耗时耗力,且会有严重的偏差,很难获取精准的数据。
划线机:仅能测量铸件的部分尺寸,曲面、遮挡面等部位难以测量。而且如今越来越多的产品只提供三维数据,没有二维图纸,这种情况下划线检查有很大的局限性。
三坐标测量仪:不易测量体积、重量较大的物体,成本较高。
思看三维解决方案
相较传统测量方法,三维检测主要有以下几种优势:
无需接触:思看的三维扫描仪是非接触式的三维数据采集系统,能够精准快速地获取被测物体表面的三维点云数据。与接触式测量相比,非接触式测量能够采集因测针空间限制而无法测量的死角位置,获取复杂铸件的完整数据。
全幅面扫描采点:相比单次打点的测针式测量系统,整个幅面扫描采点能够快速完成采集铸件整个型面的点云数据,更有助于曲面型铸件的偏差检测。
便携灵活:手持测量,操作简便,可以随时变化角度和距离对被测物体进行扫描;方便携带外出测量;也可以在狭窄的空间扫描,深入到铸件内部测量其内部特征。
加工余量检测案例


该铸件长约1000mm,宽约800mm,有深腔、薄壁等结构,需检测该铸件是否合格,是否有余量进行加工。
客户选择了PRINCE手持式三维扫描仪,无需移动工件到测量平台上,表面不做任何处理即可直接进行扫描,10分钟之内就能获取完整数据。扫描获得的三维数据与数模进行比对,就得到了偏差色谱图,即客户所需的尺寸检测报告。
至于难点——腔体内部,PRINCE 大小约315 × 165 × 105 mm,可以伸入腔体内部,非常方便地获取腔体内部的数据。
相较传统的传统的卡尺和划线机测量方式,非常繁琐,且无法测量曲面、遮挡面。测量完成后,机床要把划线基准对齐,才能操作加工,有且只有这一种加工方式,或许会有其他更节约原料、更方便的加工方法,但划线测量无法提供。此外,这个过程非常依赖人工经验,耗时耗力。
而思看的三维扫描解决方案,让扫描检测这一步变得极为简单。同时,扫描结果可以直接输入到机床,机床根据扫描结果编程,计算出最节约原料、时间的最优加工方式,大大节约了原料成本与时间成本。
 三维数据
三维数据
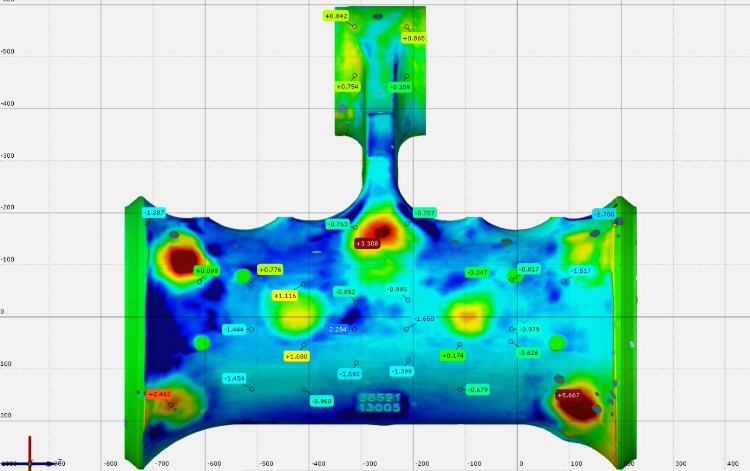 得到色谱偏差图,快速判断铸件是否有加工余量,
得到色谱偏差图,快速判断铸件是否有加工余量,
同时可以定量分析余量大小
磨损检测案例
 该铸件用于建筑行业,澳洲客户Boral Group需要对该铸件进行磨损检测。由于铸件体积略大,需要户外阳光下作业,对扫描仪的精度、环境适应性、便携性要求较高。
该铸件用于建筑行业,澳洲客户Boral Group需要对该铸件进行磨损检测。由于铸件体积略大,需要户外阳光下作业,对扫描仪的精度、环境适应性、便携性要求较高。
思看提供了AXE全局式三维扫描仪来完成这项工作。AXE内置全局摄影测量系统,能够消除累计误差,提高全局扫描的精度,在扫描大型工件时优势尤为明显。同时,AXE精度0.020 mm,体积精度高达0.030 mm/m,最大扫描面幅860 mm × 600 mm,阳光下也能正常工作,完全能够满足该铸件扫描的需要。
客户将AXE带至现场,无需其他检测平台等辅助,约10分钟即可完成检测。扫描过程中,可以随时变化角度和距离,数据会实时呈现,点云无分层,自动生成三维实体图形,也就是“所见即所得”。
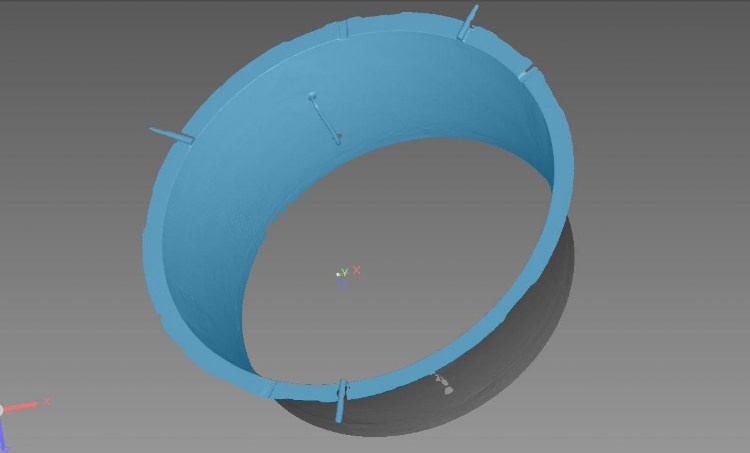 三维数据
三维数据
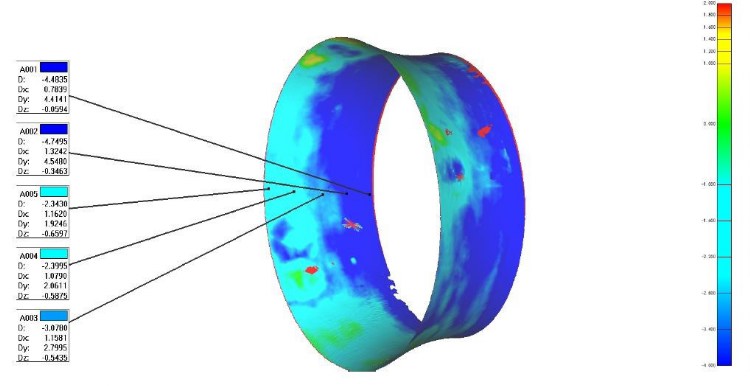
 得到色谱偏差图,判断磨损状况
得到色谱偏差图,判断磨损状况
小结
由于高精度、高密度、实时性、便携性等特点,三维激光扫描已成为国际上流行的铸件检测方式。思看有KSCAN/AXE/TrackScan/PRINCE等多种产品方案均可用于铸件检测,客户可根据自己的需求选择合适的产品,提高检测工序的精度与效率,进而优化加工工艺,提升铸件质量。
更多案例,请阅读以下文章:

 思看的
思看的 传统检测方法
传统检测方法 型材扫描
型材扫描 型材三维数据
型材三维数据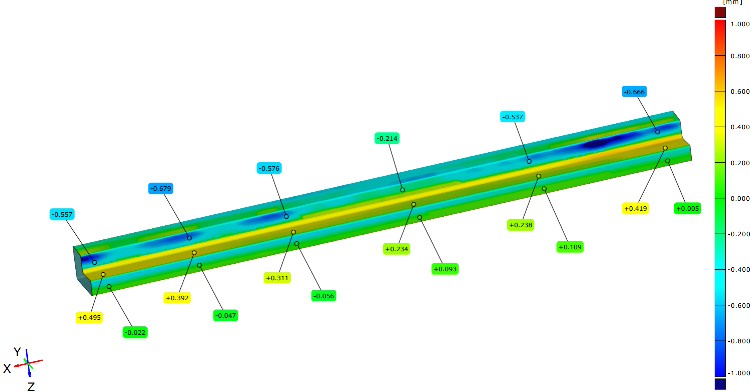
 与数模对比,得到偏差色谱图
与数模对比,得到偏差色谱图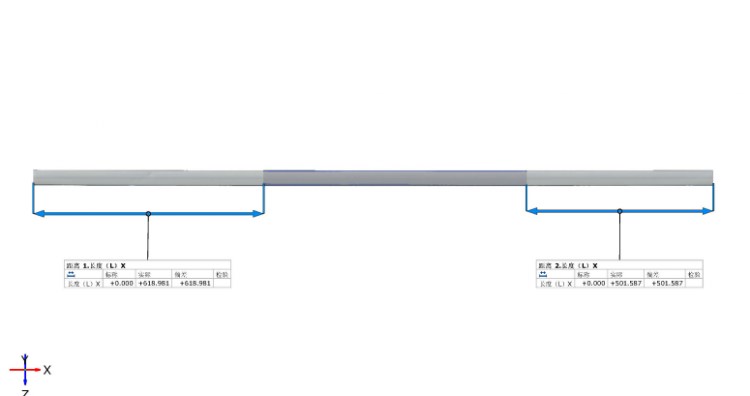 坯料定位,为调试、加工提供位置参考
坯料定位,为调试、加工提供位置参考 型材坯料机
型材坯料机 型材单元三维数据
型材单元三维数据
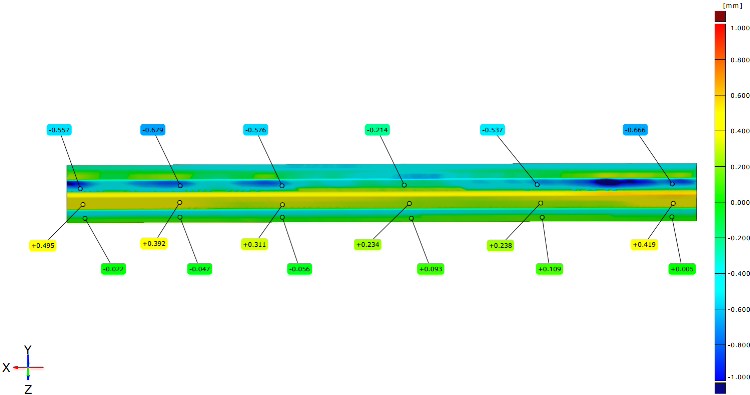
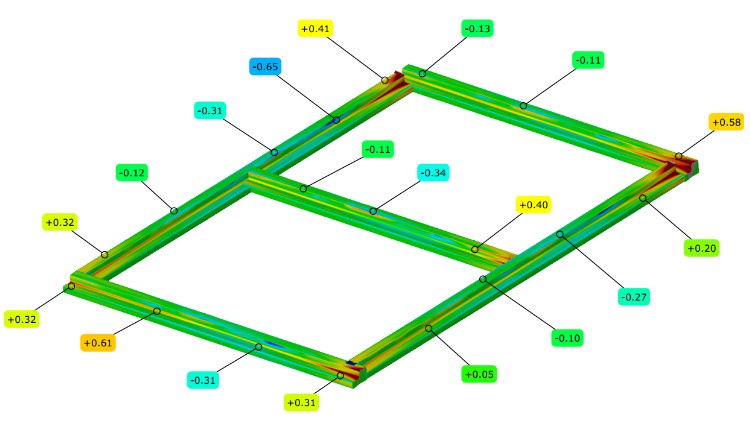 型材单元偏差色谱图
型材单元偏差色谱图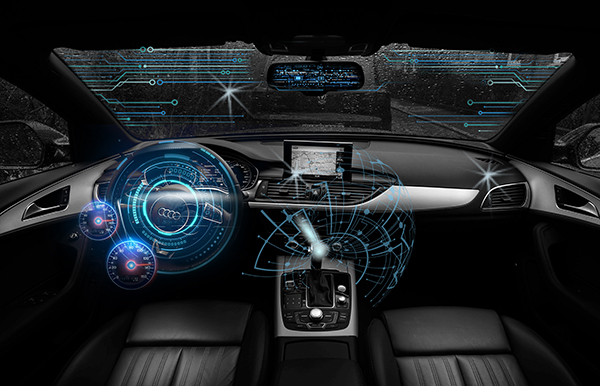

.jpg)
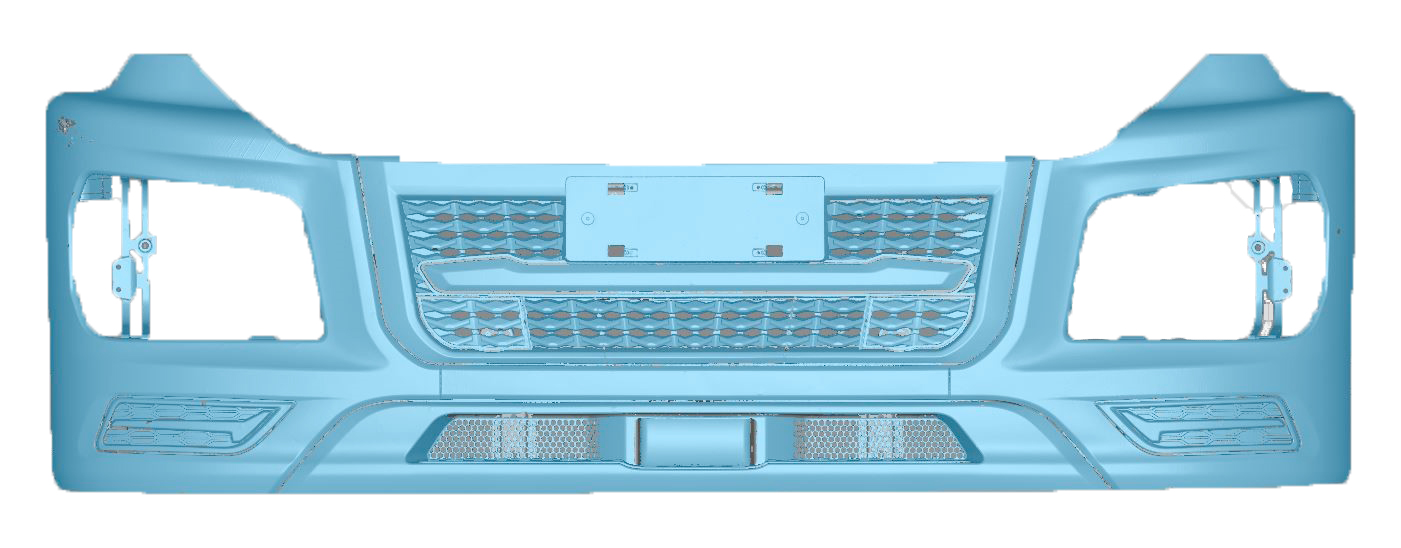 重卡汽车前保险杠总承检测数据
重卡汽车前保险杠总承检测数据.jpg)
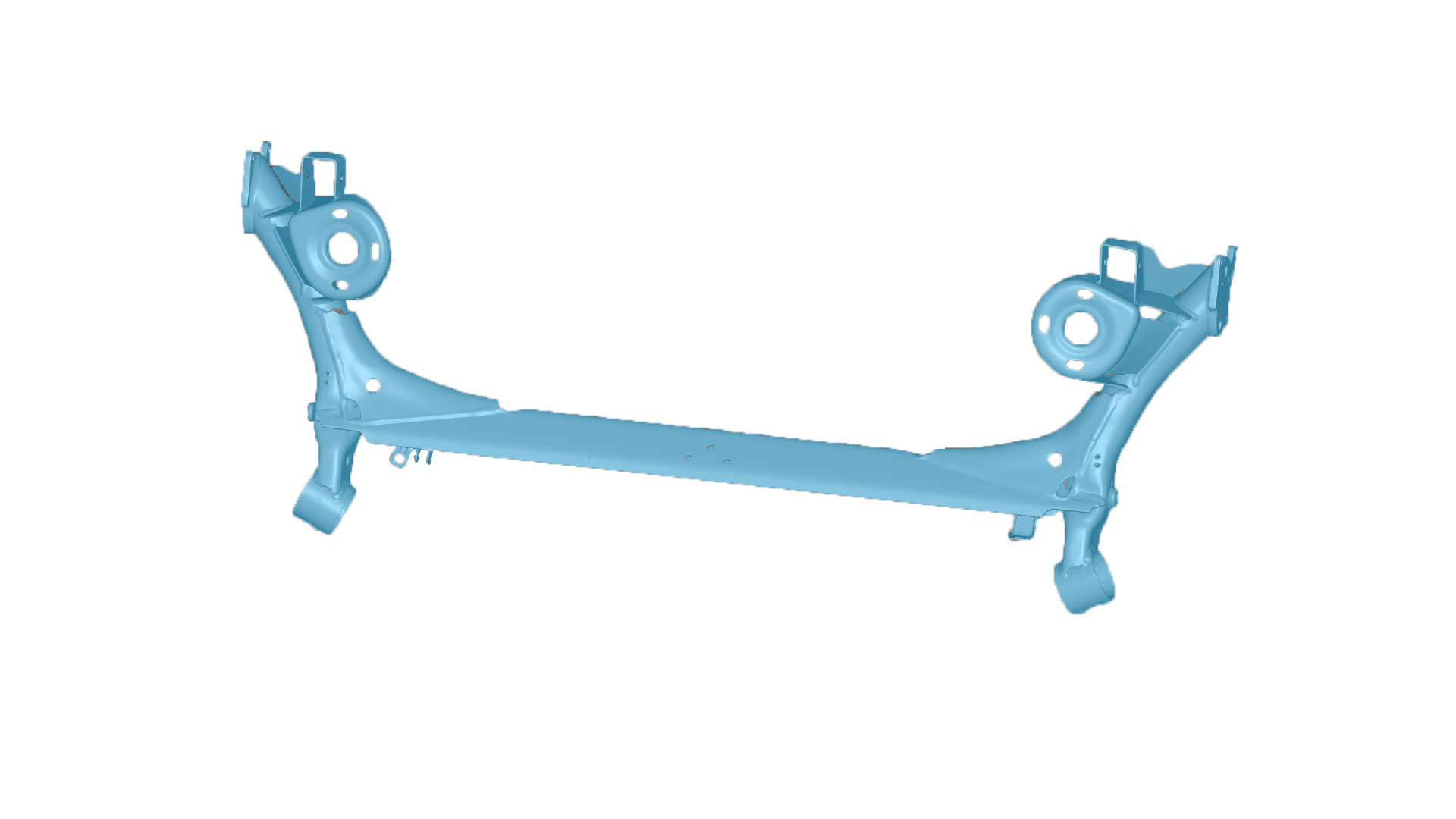
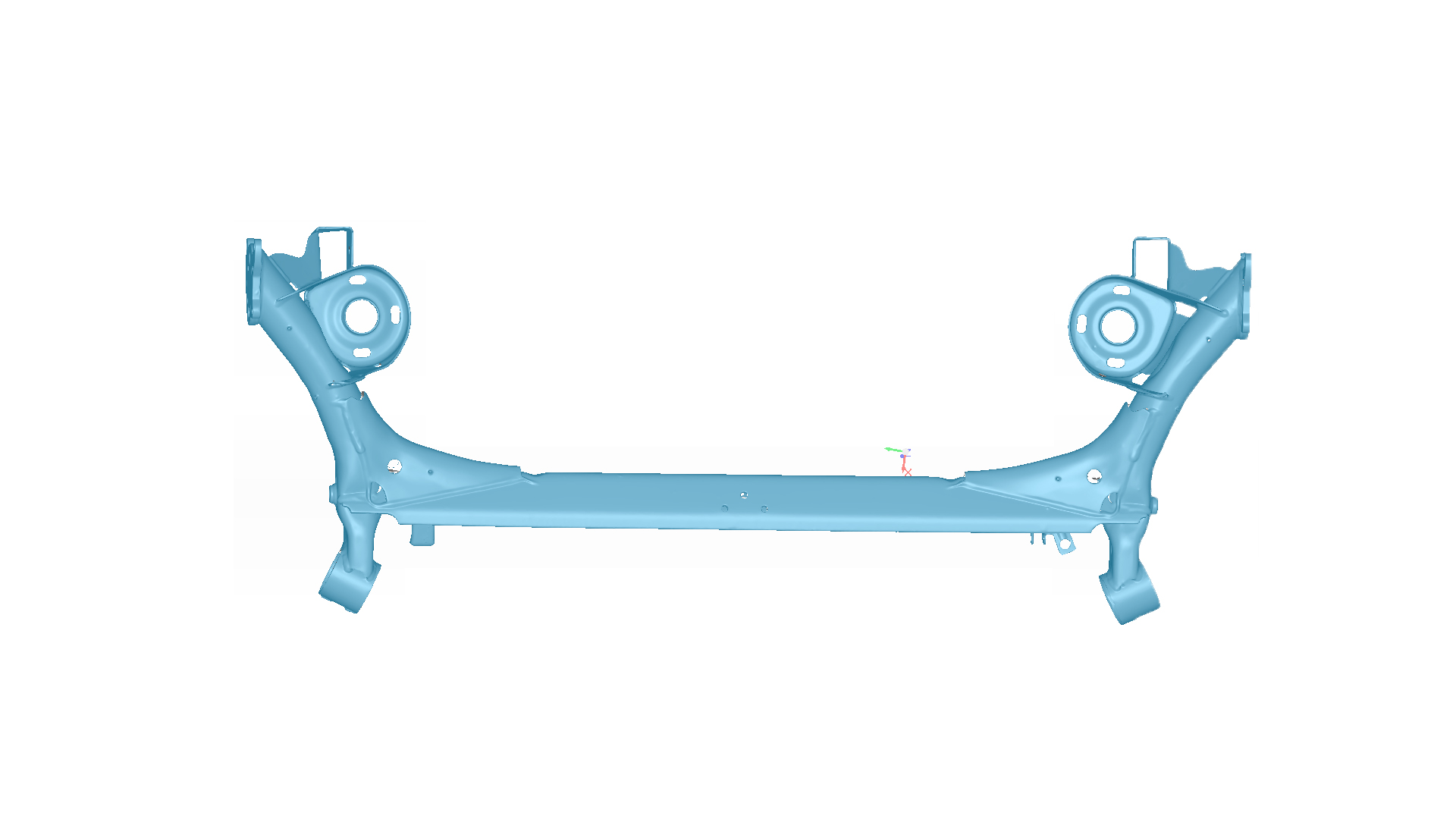 汽车后桥检测数据
汽车后桥检测数据.jpg)
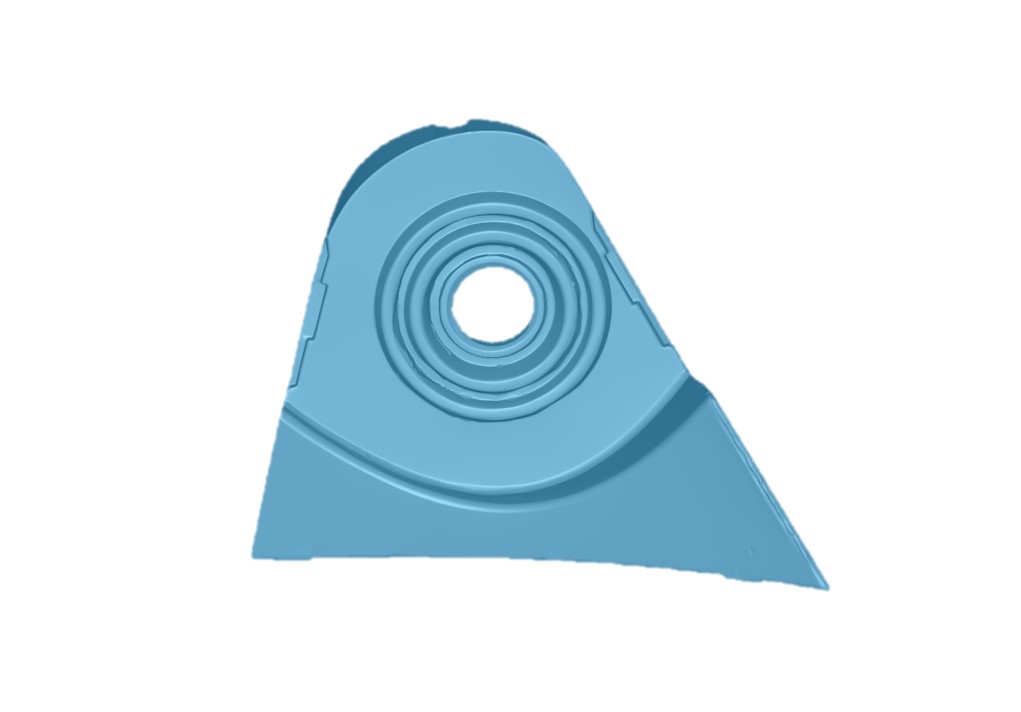 汽车后视镜注塑件检测数据
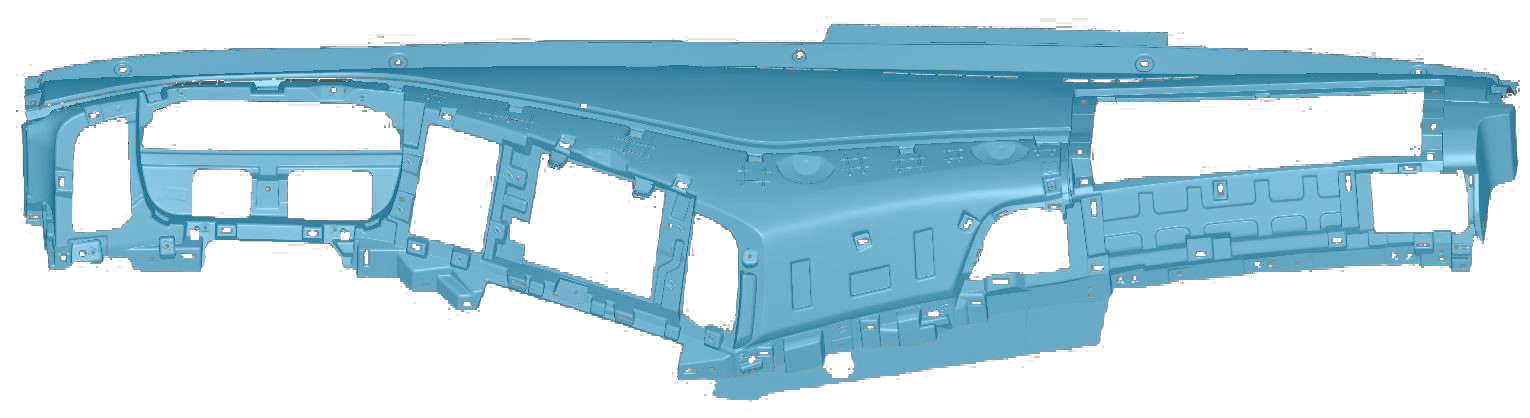
汽车后视镜注塑件检测数据 思看的光学三维测量技术能为车的内饰、外饰、功能件等提供精准的数据模型,使汽车零部件的产品开发与质量控制过程更为精确、高效,从而有效地帮助厂商提高产品质量,增强市场竞争力。
思看的光学三维测量技术能为车的内饰、外饰、功能件等提供精准的数据模型,使汽车零部件的产品开发与质量控制过程更为精确、高效,从而有效地帮助厂商提高产品质量,增强市场竞争力。
 左二 极致盛放Xuberance总经理王蕾 左三 思看科技副总裁马振华
左二 极致盛放Xuberance总经理王蕾 左三 思看科技副总裁马振华 梧林枪楼
梧林枪楼


 使用思看的
使用思看的 三维扫描得到的雕花、窗沿、立柱数据模型
三维扫描得到的雕花、窗沿、立柱数据模型 3D打印完成的实物模型
3D打印完成的实物模型 文创产品-枪楼音乐盒
文创产品-枪楼音乐盒 “宾至如归”椅原貌
“宾至如归”椅原貌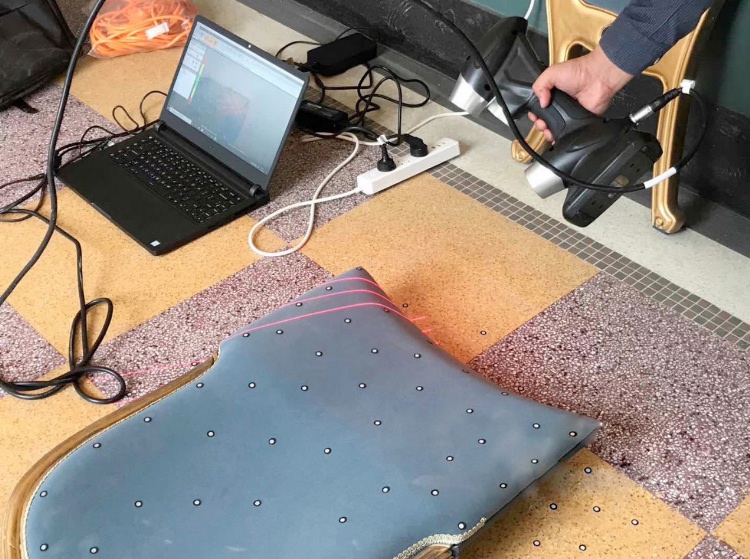 使用思看的
使用思看的 3D打印模型及上色成品
3D打印模型及上色成品 文创衍生品礼盒
文创衍生品礼盒 历史建筑、文保建筑的数字化工程已成为时代趋势。手持三维扫描仪因其无需接触、高效、精确、“分毫毕现”的特点,为文保建筑的精准复建、数字化传播、文创衍生品开发提供了更高效、更精准的解决方案。
历史建筑、文保建筑的数字化工程已成为时代趋势。手持三维扫描仪因其无需接触、高效、精确、“分毫毕现”的特点,为文保建筑的精准复建、数字化传播、文创衍生品开发提供了更高效、更精准的解决方案。 未来,思看科技还会与更多品牌建立合作,解决三维数字化应用过程中单一技术无法实现有效闭环的痛点,为客户提供更为全面的3D数字化解决方案。
未来,思看科技还会与更多品牌建立合作,解决三维数字化应用过程中单一技术无法实现有效闭环的痛点,为客户提供更为全面的3D数字化解决方案。